- O firmie
- Aktualności
- Nasi klienci
- Serwis
- Kontakt
- Praca
- Szkolenia
- Pomiar na zlecenie
- Teoria i metody pomiarowe
- Dostawcy
- Produkty
- Barwa / Kolor
- Połysk / Zamglenie
- Przezroczystość / Transparentność
- Struktura
- Chmurzenie
- Mieszanie / Dyspersja
- Rejestracja temperatury
- Optoelektronika
- Grubość
- Przyczepność
- Twardość
- Udar / Tłoczność / Gięcie
- Ścieralność
- Aplikacja / Karty testowe
- Lepkość
- Gęstość
- Ziarnistość
- Czas schnięcia
- Testy korozyjne
- Testy przyspieszonego starzenia
- Wzorce kalibracyjne
Teoria pomiaru połysku
Teoria pomiaru połysku i zasady jak dobrać połyskomierz do swojej aplikacji







Pomiar połysku
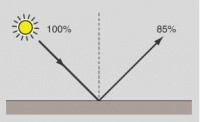
Połysk stanowi wizualną cechę przedmiotu, widoczną podczas obserwacji jego powierzchni. Jest on tym lepiej dostrzegalny, im bardziej kierunkowo oświetlana jest badana powierzchnia. Powierzchnie gładkie i silnie spolerowane odbijają obrazy wyraziście. Światło padające jest bezpośrednio odbijane na powierzchni próbki, prawie w całości w głównym kierunku odbicia, zgodnie z zasadą równości kątów padania i odbicia promienia. Powierzchnie porowate odbijają światło w sposób rozproszony, we wszystkich kierunkach. Zdolność odwzorowania obrazu przez taką powierzchnię jest zdecydowanie ograniczona: obraz odbity przedmiotu jest rozmyty i zamglony. Im bardziej równomiernie rozpraszane jest światło na powierzchni, tym bardziej ograniczona jest bezpośrednia komponenta odbicia, a charakter powierzchni bardziej matowy.
Połyskomierz do pomiaru połysku
Zasada działania połyskomierza polega na pomiarze ukierunkowanych odbić. W tym celu mierzy się intensywność odbitego światła w wąskim zakresie kąta odbicia. Intensywność światła odbitego zależy od materiału i kąta padania światła. W przypadku niemetali (farby, lakiery, tworzywa sztuczne) intensywność światła odbitego rośnie wraz z kątem padania. Reszta światła wnika do materiału i ulega tam absorpcji lub rozproszonemu odbiciu, w zależności od barwy (koloru). W przypadku metali odbicie jest znacznie silniejsze i znacznie mniej zależne od kąta padania. Wyniki pomiarów połyskomierzem można odnieść do intensywności światła padającego i wyrazić w procentach (%). Przemysłowy pomiar połysku oraz konstrukcja połyskomierzy odnosi jednak ten wynik do ilości światła odbitego od szkła czarnego, polerowanego szklanego wzorca o zdefiniowanym współczynniku załamania światła. Dla tego wzorca wartość pomiarowa jest równa wartości odniesienia, która to odpowiada ok. 100 jednostkom połysku, tzw glosom.
W materiałach o wyższym współczynniku załamania, np. w folii, wartość pomiarowa może być znacznie wyższa niż 100 glosów. W materiałach przezroczystych wartość pomiarowa, na skutek wielokrotnych odbić, może być dodatkowo podwyższona. Na skutek silnego odbicia, w przypadku metali, wartości połysku mogą sięgać nawet 2000 glosów. Wówczas należy przeprowadzić pomiar połyskomierzem z odniesieniem do ilości światła padającego i wyrazić wynik w %.
Aby uzyskać porównywalne wyniki pomiarów, stosuje się połyskomierze o znormalizowanych międzynarodowo parametrach i odpowiednie procedury pomiarowe. Na wartość stopnia połysku szczególnie mocno wpływa kąt padania promienia oświetlającego. Aby można było dobrze zdefiniować połysk – od wysokiego do matu – wprowadzono 3 geometrie normatywne, równoznaczne trzem zakresom pomiarowym:
| Stopień połysku | Odczyt w geometrii 60° | Należy mierzyć |
| średni | 10 do 70 | geometrią 60° |
| wysoki | > 70 | geometrią 20° |
| mat | < 10 | geometrią 85° |
W zastosowaniach specjalnych używa się także przyrządów o geometrii 45° i 75°.
| 20° | 60° | 85° | 45° | 75° | |
| Zastosowanie | lakier, tworzywa szt. itp. | ceramika, folie | papier, winyl | ||
| Połysk | wysoki | średni | mat | ||
| ISO 2813 | X | X | X | ||
| ASTM D 523 | X | X | X | ||
| ASTM D 2457 | X | X | X | X | |
| DIN 67530 | X | X | X | ||
| JIS Z 8741 | X | X | X | X | X |
| ASTM C 346 | X | ||||
| Tappi T 480 | X | ||||
| Metal polerowany | |||||
| ISO 7668 | X | X | X | X | |
Przyrządy te stanowią przemysłowy standard w skali światowej w pomiarze połysku!